How Is Whisky Made?
From malted grain to aged spirit through fermentation, distillation, and wooden barrel maturation.
The Overview
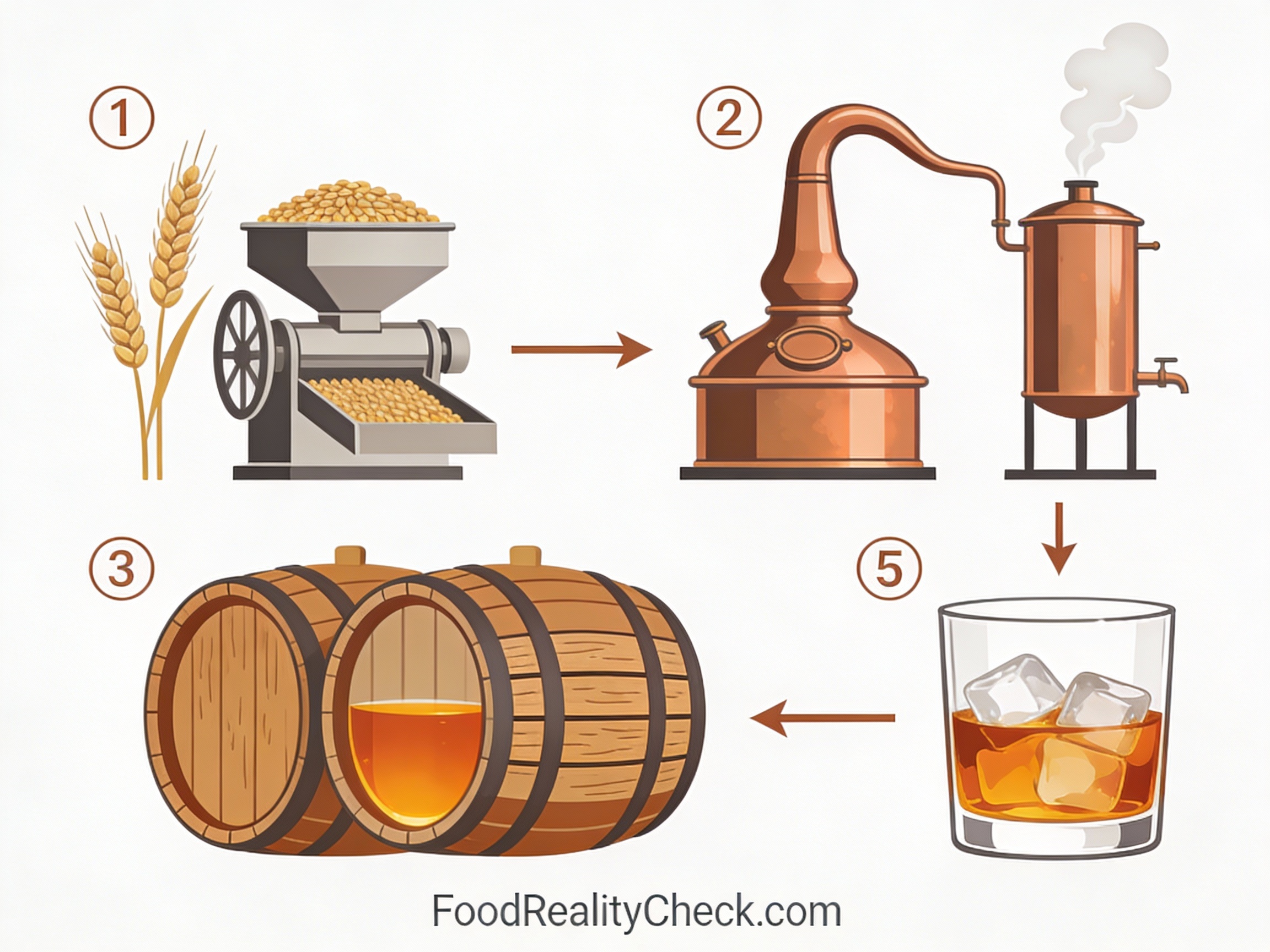
Whisky is made by malting grain (converting starches into fermentable sugars), mashing malted grain with water to extract sugars, fermenting the sweet liquid with yeast to produce alcohol, distilling the fermented liquid in pot stills to concentrate alcohol while preserving flavor compounds, and aging the clear spirit in wooden casks for years to develop color, flavor, and complexity through chemical reactions with wood.
The manufacturing process fundamentally differs from vodka in philosophy—whisky distillers intentionally preserve and develop flavor compounds from grain and wood, whereas vodka distillers strip away all flavors. Whisky’s complexity, color, and character come from controlled congeners (flavor compounds) retained during distillation and the extensive aging in wood casks.
Here’s exactly how malted grain transforms into the world’s most celebrated spirit through fermentation, pot still distillation, and patient barrel aging.
🥘 Main Raw Materials & Additives
• Malted barley (primary grain, sometimes with other grains)
• Water (for mashing and dilution)
• Yeast (Saccharomyces cerevisiae)
• Wooden casks (oak, ex-bourbon or ex-sherry barrels for aging)
• No additives (pure whisky contains only grain, water, and wood compounds)
Step 1: Malting (Converting Grain to Fermentable Sugar)
Barley grain begins dormant with starch locked away—unusable for fermentation. Malting converts starch into fermentable sugars through a controlled germination process.
Barley is soaked in water for 48 hours to activate dormant enzymes, then allowed to germinate (sprout) for 4-7 days while being turned regularly to maintain moisture and temperature.
During germination, enzymes (amylase and protease) break down starch into sugars and proteins into amino acids—creating “green malt” ready for the final step.
Step 2: Kilning (Drying the Malt)
The germinated malt is transferred to a kiln (drying oven) where it’s heated to 60-90°C to halt germination and dry the grain to moisture content below 5%.
Kilning stops enzyme activity (preventing further sprouting) and develops color and flavor through the Maillard reaction (browning reaction between sugars and proteins).
Higher kiln temperatures create darker malt with more complex flavors; lower temperatures preserve lighter color and delicate flavors. Peat smoke (used in some Scottish distilleries) adds smoky character during kilning.
💡 Did You Know? Peaty Scotch whisky gets its distinctive smoky, medicinal character from peat smoke used in the kiln. Peat is decomposed plant matter that creates intense smoke when burned. Different peat sources (Islay peat is heavier/more medicinal than Highland peat) create dramatically different flavor profiles. Non-peated whisky skips the peat smoke, creating cleaner, more delicate flavors.
Step 3: Grain Selection & Blending (For Grain Whisky)
Most Scotch whisky is “single malt”—made entirely from malted barley from a single distillery.
Grain whisky (used in blends) includes other grains (corn, rye, wheat) to create lighter, more neutral spirit. These grains are not malted; they’re processed with enzymes to convert their starches.
Different barley varieties and grain selections create different flavor bases—Islay distilleries select different barley varieties than Highland distilleries, creating distinct regional characters.
Step 4: Mashing (Sugar Extraction)
Dried malt is ground coarsely and mixed with hot water (65-75°C) in a large vessel called a mash tun, where enzymes remaining from malting continue breaking down starches into fermentable sugars.
Mashing typically lasts 1-2 hours, with the liquid (called “wort”) draining away while solid grain remains behind.
Multiple infusions of water extract sugars from the grain—first infusion creates sweet wort; subsequent infusions create progressively weaker wort used for less important batches.
Step 5: Cooling & Yeast Inoculation
The hot, sweet wort is cooled to 15-20°C and transferred to fermentation vessels (large wooden or stainless steel tanks).
Cultured brewer’s yeast (Saccharomyces cerevisiae) is added to consume sugars and produce alcohol and CO₂.
Temperature control is critical—cool fermentation (15-18°C) produces more delicate, fruity flavors; warmer fermentation (20-25°C) produces more robust, full-bodied flavors.
Step 6: Fermentation (Days to Weeks)
Fermentation typically lasts 4-7 days (faster than beer, slower than wine) as yeast vigorously consumes sugars, producing alcohol (typically 6-10% ABV) and numerous flavor compounds called “congeners.”
Unlike vodka production (which seeks to eliminate congeners), whisky production intentionally preserves them—esters, aldehydes, phenols, and other compounds give whisky its distinctive character.
The result is “wash”—a fermented liquid containing alcohol, flavor compounds, and suspended yeast solids.
Distillation: Concentrating & Developing Flavor
Step 7: First Distillation (in Pot Stills)
The fermented wash is transferred to large copper pot stills (typically 10,000-30,000 gallon capacity) shaped like giant onions with long necks—distinctive copper vessels that have become symbols of whisky production.
The wash is heated to boiling (100°C), and alcohol vapors (which have lower boiling points than water) rise up the neck of the still.
The copper of the still reacts with sulfur compounds in the vapor, removing undesired “sulfury” notes while allowing desirable flavors to pass through.
Step 8: Spirit Collection & Heads/Hearts/Tails Separation
As alcohol vapors condense at the top of the still, they flow into a coil condenser where they turn back into liquid called “spirit” or “low wines” (typically 20-25% ABV).
The first vapors to condense (“heads”) and last vapors (“tails”) contain undesired congeners—they’re collected separately and will be redistilled.
Only the middle portion (“hearts”) is collected for the next distillation—this is where the best flavors reside.
💡 Did You Know? The shape and size of the pot still dramatically affects the final whisky character. Tall, narrow stills produce lighter, more delicate spirits (more copper contact removes heavy congeners); short, squat stills produce heavier, oilier spirits (less copper contact). Glenmorangie’s tall stills create delicate spirits; Dalmore’s squat stills create full-bodied spirits. Distilleries guard their still shapes zealously—they’re as distinctive as fingerprints.
Step 9: Second Distillation (in Pot Stills)
The collected hearts (20-25% ABV) from the first distillation, plus the heads and tails from the first distillation, are combined and distilled again in similar copper pot stills.
The second distillation further concentrates alcohol (to 65-85% ABV) while removing more heavy congeners in the tails and refining the desired flavors in the hearts.
Again, heads and tails are separated from hearts—the selected hearts are now “new make spirit” ready for aging.
Step 10: New Make Spirit Evaluation
The distilled spirit (65-85% ABV) is colorless and extremely harsh—completely undrinkable at this point.
Master distillers taste samples to assess character and quality—good new make spirit should have clean flavors and balanced congener content.
Any batches with off-flavors or defects are recycled through distillation again.
Cask Selection & Aging: Developing Character
Step 11: Cask Selection & Preparation
New make spirit is diluted with water to 60-65% ABV (easier to work with than 80%+) and transferred to wooden casks for aging.
Cask selection is critical—different cask types create dramatically different whisky characters:
• Ex-bourbon barrels: Previously held American bourbon, impart vanilla, caramel, oak spice
• Ex-sherry casks: Previously held Spanish sherry, impart rich fruity, complex flavors
• New oak: Expensive, intense wood flavors, rarely used for Scotch whisky
• Refill casks: Used multiple times, gentler wood influence, allow spirit character to shine
Step 12: Aging in Wood Casks (Years)
Whisky is aged in casks in climate-controlled warehouses for a minimum of 3 years (Scotch whisky legal minimum) but often 10, 15, 18, 21+ years.
During aging, complex chemical reactions occur:
• Oxidation: Alcohol and congeners slowly oxidize, softening harsh flavors and developing complexity
• Wood extraction: Compounds from wood (lignins, tannins, vanillins) dissolve into the spirit, creating color and flavor
• Interaction: Spirit compounds react with wood compounds and oxygen, creating new flavor compounds through polymerization
• Maturation: The overall effect is softening harshness and developing a smoother, more balanced, more complex spirit
Step 13: Angel’s Share & Evaporation
During barrel aging, 2-3% of the whisky evaporates annually through the porous wood—called the “angel’s share.”
A 10-year-old whisky in a barrel loses roughly 20-30% of its volume to evaporation—this is built into the economics of whisky production.
The evaporation actually improves the whisky by concentrating flavors and removing harsher components.
Step 14: Bottling & Cask Strength Decision
Once aging is complete, the matured whisky is evaluated by master blenders—tested for color, aroma, flavor, and balance.
The whisky is then diluted with water to bottling strength (typically 40% ABV / 80 proof, though premium bottles are often 43-46% ABV for more flavor).
Some premium releases are “cask strength” (non-diluted, typically 55-65% ABV)—these preserve maximum flavor but are harsh if drunk neat.
Step 15: Chill Filtration (Optional)
Some producers chill the whisky to -10°C (14°F), causing waxy compounds (fatty acids) to crystallize and settle, then filter them out.
Chill filtration creates crystal-clear whisky, but removes compounds that contribute to mouthfeel and warmth.
Premium producers often skip chill filtration to preserve those compounds—the whisky may appear slightly hazy, but tastes richer.
Step 16: Bottling
Diluted and filtered whisky is filled into bottles (typically 750ml standard bottles) at 200+ bottles per minute using automated filling equipment.
Fill volumes are precisely controlled to exactly 750ml ±5ml.
The spirit is filtered one final time as it enters the bottling line, removing any particles.
Step 17: Capping & Labeling
Filled bottles are sealed with cork closures (traditional for whisky) at precise torque.
Labels indicate: distillery name, age (“12 Years Old,” “18 Years Old”), ABV, batch/bottle number, and region (Islay, Highland, Speyside, etc. for Scotch).
Batch codes enable traceability of each bottling run.
Step 18: Distribution & Storage
Bottled whisky is stored horizontally in cool, dark conditions to keep corks moist and prevent oxidation.
Whisky has unlimited shelf-life—properly stored bottles remain unchanged for decades.
Retail display is in spirit sections; refrigeration is unnecessary.
Why This Process?
Malting converts grain’s locked-away starch into fermentable sugars—necessary because raw grain starch cannot be fermented.
Pot still distillation (not column still) preserves congeners—flavor compounds that vodka removes but whisky wants.
Copper in pot stills removes sulfurous notes while allowing desirable flavors through—a chemical interaction impossible in stainless steel stills.
Extended barrel aging develops complexity through oxidation and wood interaction—the longer the aging, the more complex and smooth the whisky becomes.
Whisky Types & Regional Variations
Whisky style is determined by multiple factors:
• Scotch: Made in Scotland, minimum 3 years barrel aging, often peated, complex and full-bodied
• Irish: Triple-distilled (instead of double), smoother and lighter than Scotch
• Bourbon: Made in USA, aged in new charred oak (not ex-bourbon), sweeter and vanillary than Scotch
• Rye: Made from rye grain instead of barley, spicier and sharper than bourbon
• Japanese: Often mimics Scottish style, increasingly award-winning quality
Within Scotch, regional styles vary dramatically:
• Islay: Heavily peated, smoky, medicinal character
• Highland: Lighter, more delicate, heathery character
• Speyside: Fruity, balanced, accessible character
• Campbeltown: Oily, briny, distinctive character
The Bottom Line
Whisky production is a sophisticated process that intentionally develops and preserves flavor through every step—malting develops grain flavors, fermentation creates congeners, pot still distillation preserves them, and barrel aging develops complexity through chemistry.
This contrasts sharply with vodka, where every step seeks to eliminate flavors and create neutrality.
Now you understand exactly how malted grain becomes the world’s most celebrated spirit through fermentation, pot still distillation, and patient barrel aging—a process combining ancient tradition with sophisticated chemistry.